Kakula copper concentrator is designed in modules
The Kakula concentrator will be constructed in a phased approach with two 3.8-Mtpa modules as the mining operations ramp-up to full production of 6 Mtpa.
The Kamoa-Kakula Copper Project — a joint venture between Ivanhoe Mines (39.6%), Zijin Mining Group (39.6%), Crystal River Global Limited (0.8%) and the Government of the Democratic Republic of Congo (20%) — has been independently ranked as the world’s largest, undeveloped, high-grade copper discovery by international mining consultant Wood Mackenzie.
It is a very large, near-surface, flat-lying, stratiform copper deposit with adjacent prospective exploration areas within the Central African Copperbelt, approximately 25 kilometres west of the town of Kolwezi and about 270 kilometres west of the provincial capital of Lubumbashi.
The Kakula concentrator design incorporates a run-of-mine stockpile, followed by primary cone crushers operating in closed circuit with vibrating screens to produce 100% passing 50 millimetres (mm) material that is stockpiled.
The crushed ore is fed to the High Pressure Grinding Rolls (HPGR) operating in closed circuit with wet screening, at a product size of 80% (P80) passing 4.5 mm which is gravity fed to the milling circuit.
The milling circuit incorporates two stages of ball milling in series in closed circuit with cyclone clusters for further size reduction and classification to a target grind size of 80% passing 53 micrometres (µm).
The milled slurry is pumped to the rougher and scavenger flotation circuit where the high-grade, or fast-floating rougher concentrate, and medium-grade, or slow-floating scavenger concentrate, are separated for further upgrading. The rougher concentrate is upgraded in the low entrainment high-grade cleaner stage to produce a high-grade concentrate.
The medium-grade or scavenger concentrate together with the tailings from the high-grade cleaner stage and the recycled scavenger recleaner tailings are combined and further upgraded in the scavenger cleaner circuit. The concentrate produced from the scavenger cleaner circuit, representing roughly 12% of the mill feed, is re-ground to a P80 of 10µm prior to final cleaning in the low entrainment scavenger recleaner stage.
The scavenger recleaner concentrate is then combined with the high-grade cleaner concentrate to form final concentrate. The final concentrate is then thickened and pumped to the concentrate filter. Final filtered concentrate is then bagged for shipment to market.
The scavenger tailings and scavenger cleaner tailings are combined and thickened prior to being pumped to the backfill plant and/or to the tailings storage facility. Backfill will utilize approximately half of the tailings, with the remaining amount pumped to the tailings storage facility.
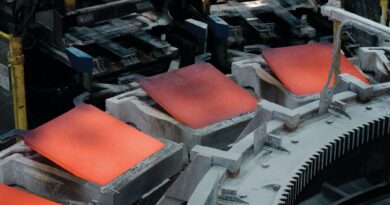
Based on extensive testwork, the concentrator is expected to achieve an overall recovery of 85%, producing a very high-grade concentrate grading 57% copper. Kakula also benefits from having very low deleterious elements, including arsenic levels of 0.02%.
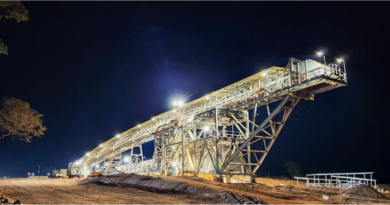
Aerial view of Kakula’s initial 3.8-Mtpa processing plant under construction, showing the first of two identical ball mills being installed, the flotation circuit in the middle, and the three green-coloured concentrator thickeners under construction.