Slab caster commissioned after customized revamp
At ArcelorMittal Asturias, Avilés, Spain, SMS group has successfully put back into service the two-strand slab caster No. 2, after completion of a comprehensive revamp.
Thanks to the revamp carried out by SMS group, the continuous caster is now able to produce slabs with thicknesses of 235, 300 and 365 millimeters (235 and 280 mm before the modification) and widths of 800 up to 2,200 millimeters (up to 1,600 millimeters before the modification). The caster is designed for an annual production capacity of up to 2.9 million tons of steel slabs.
SMS group developed a customized concept to extend the slab width produced from 1,600 to 2,200 millimeters. The existing foundations were reused without any modifications.
Dismantling of the old plant and installation of the new components were completed in just 96 days around the turn of the year.
SMS group utilized its Plug & Work concept to bring the X-Pact® electrical and automation systems on stream in only two weeks. Plug & Work is a concept that enables the customer’s operating crew to test and optimize the automation system – prior to its installation on site – under realistic conditions in SMS group’s test facility by means of a simulation model that exactly maps all the mechanical equipment, drive technology and processes.
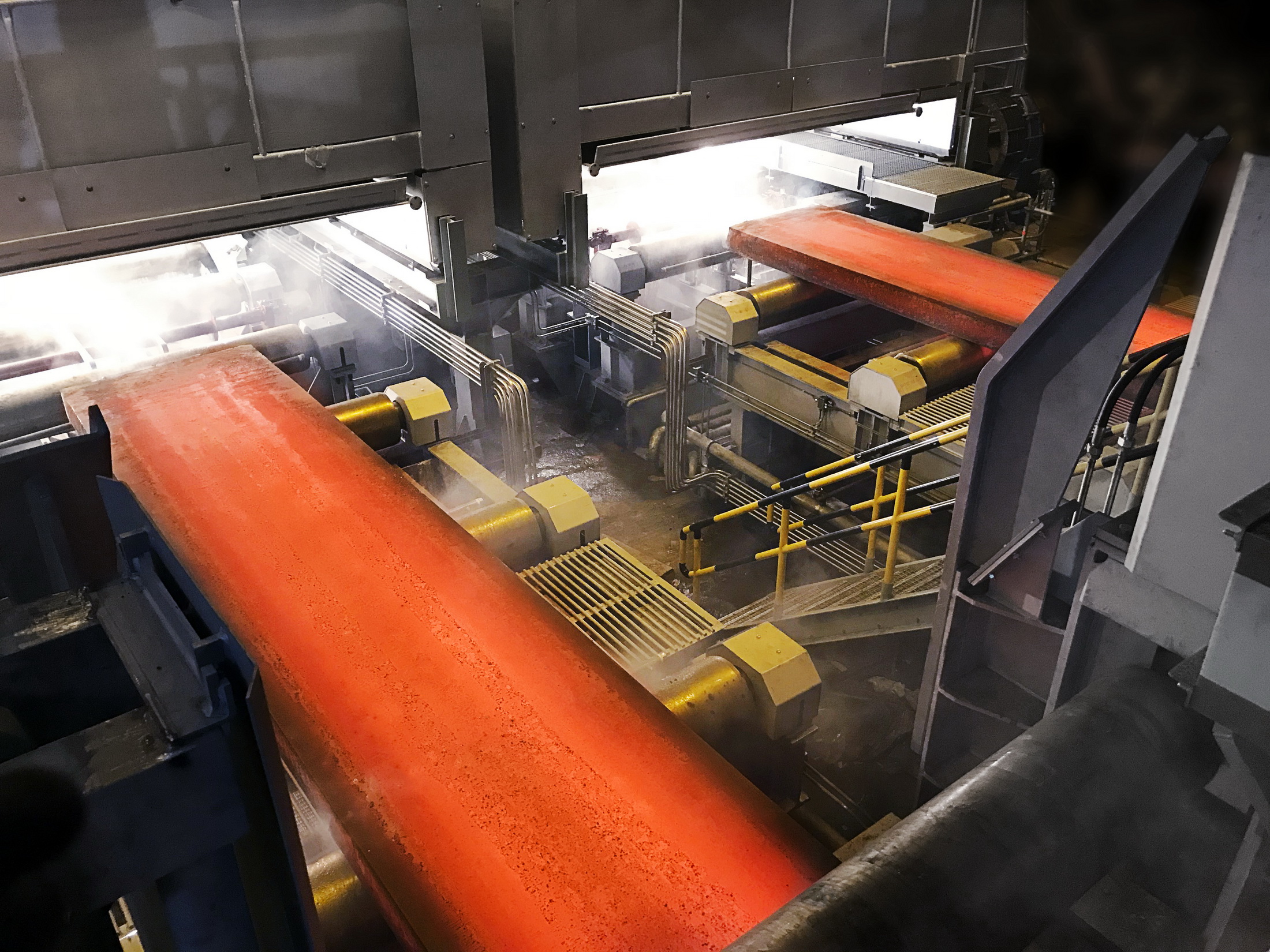
Just one month after the 14-week revamp period, the continuous caster was producing over 100,000 tons of steel slab without a hitch. From the curved mold down to the runout section, the continuous caster has been completely rebuilt. Its metallurgical length has been increased from 33.2 to 36.7 meters. The modernized caster is designed for a maximum casting speed of 1.6 meters per minute.
The slab caster has been fitted with the X-Pact® Width Control system. This enables the width to be adjusted and the mold taper adapted automatically during production, without having to reduce the casting speed. In the process, the system takes into account the steel grade cast and the current casting speed. The original mechanical oscillator has been replaced with a hydraulic oscillation system, which enables the stroke length and the frequency to be modified during the casting process.
The straightening segments and the segments in the horizontal section have been equipped with an online gap control system with position-controlled clamping cylinders.
The new No. 2 continuous slab caster operates with various X-Pact® Level 2 process models for enhanced quality control. X-Pact® Tech Assist monitors the temperature distribution in the strand shell. In this way, stickers can be detected and the risk of break-outs eliminated early in the process. In conjunction with the Dynamic Soft Reduction® process model, X-Pact® Gap Control enables the slab to be specifically compressed in the final solidification zone to improve the internal microstructure.
The cooling circuits for the mould, the casting machine and the spray cooling system have been completely renewed; the hydraulic equipment has been adapted and extended.
Also for caster No 2., the workshop at ArcelorMittal Asturias utilizes the digital plant assistant HD LASr [mold] and HD LASr [segment], developed by SMS group. Due to the positive experience made with the system on continuous caster No. 1, ArcelorMittal did not order any straightedges for the measurement of the mould and segments of caster No. 2 either. The high quality of the laser measurements and the precise and reliable recording and informative evaluation of the measured objects make HD LASr far superior to the systems used up to now. Given the high crack sensitivity of the steel grades to be cast and the extended slab thickness, the higher alignment precision of the strand guide system plays a key role in meeting the exacting quality requirements on the final product.
The integrated steel plant of ArcelorMittal Asturias (Avilés) produces high-quality steel grades for automotive sheet, tinplate and heavy plate production.


